

Jak odebrać prace malarskie? (Kontrola DFT i Przyczepności)
Prace malarskie na konstrukcji stalowej zostały zakończone. Wykonawca zgłasza gotowość do odbioru i wystawia fakturę. Ale skąd masz wiedzieć, czy praca została wykonana poprawnie i czy system antykorozyjny zapewni wymaganą trwałość (np. trwałość H na 15 lat)?
Końcowa kontrola powłok to kluczowy moment. Jako eksperci PowerCoat, przedstawiamy 3-etapową checklistę, którą każdy inwestor lub inspektor powinien przeprowadzić przed podpisaniem protokołu odbioru.
Krok 1: Kontrola Wizualna (Ocena Wyglądu)
Pierwszy i najprostszy test. Czy powłoka wygląda dobrze? Oceń powierzchnię w dobrym oświetleniu, zwracając uwagę na:
- Wady aplikacji: Czy nie ma widocznych zacieków, pęcherzy, kraterów, wtrąceń lub efektu "skórki pomarańczowej"?
- Krycie i kolor: Czy kolor jest jednolity na całej powierzchni? Czy nie ma "prześwitów" gruntu?
- Połysk: Czy połysk jest zgodny z zamówieniem (np. czy półmat nie jest mylony z połyskiem)?
Drobne wady estetyczne mogą być dopuszczalne, ale pęcherze czy brak krycia to wady krytyczne, które dyskwalifikują powłokę.
Krok 2: Pomiar Grubości Suchej Powłoki (DFT)
To jest NAJWAŻNIEJSZY pomiar techniczny. Grubość (DFT) to ochrona. Zbyt cienka warstwa nie zapewni ochrony antykorozyjnej. Zbyt gruba warstwa (szczególnie w przypadku gruntów cynkowych) może pękać i odpadać.
- Narzędzie: Elektroniczny miernik grubości powłok (np. Elcometer, PosiTector) z sondą na podłoże ferromagnetyczne (stal).
- Metoda: Pomiarów nie wykonuje się w jednym punkcie. Norma ISO 19840 określa, ile pomiarów należy wykonać w zależności od wielkości powierzchni.
- Kryterium Akceptacji (Zasada 80/20):
- Średnia arytmetyczna wszystkich pomiarów musi być równa lub wyższa od nominalnej grubości z projektu (np. 240 µm).
- Pojedyncze pomiary mogą być niższe, ale nie niższe niż 80% wartości nominalnej (np. dla 240 µm, żaden pomiar nie może być niższy niż 192 µm).
- Liczba pomiarów poniżej wartości nominalnej (ale powyżej 80%) nie powinna przekraczać 20% wszystkich pomiarów.
Jeśli pomiary DFT są zgodne z projektem, to 90% sukcesu.
Krok 3: Test Przyczepności Powłoki (Metoda Niszcząca)
Ten test wykonuje się w wybranych, reprezentatywnych miejscach, aby sprawdzić, czy farba prawidłowo "trzyma się" podłoża. Jest to badanie niszczące (uszkadza powłokę), więc wykonuje się je tylko w razie wątpliwości lub jako część formalnego odbioru.
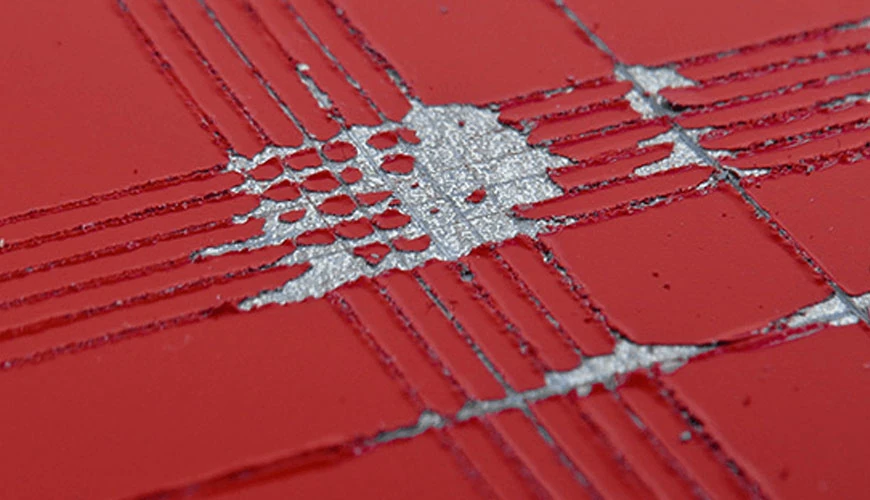
Test Siatki Nacięć (Cross-Cut Test, ISO 2409)
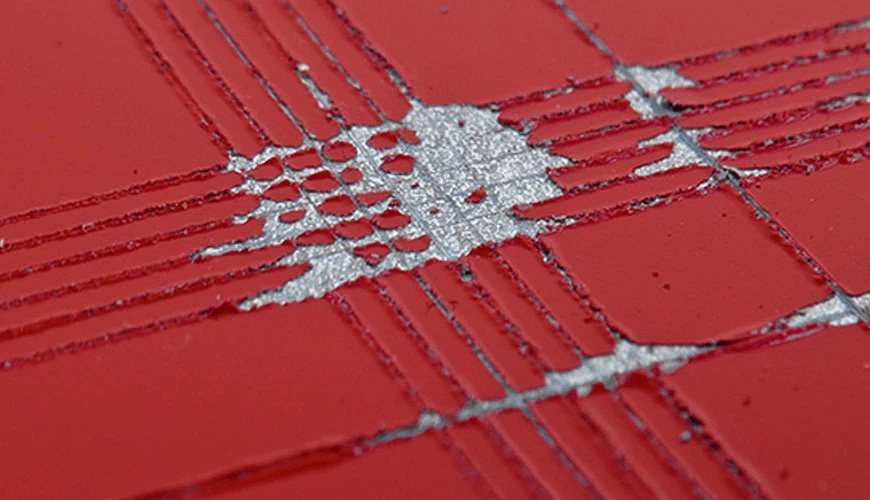
Najpopularniejsza metoda warsztatowa i budowlana:
- Za pomocą specjalnego noża (lub nożyka do tapet) nacina się na powłoce siatkę (6 nacięć w jedną i 6 w drugą stronę) aż do podłoża.
- Na naciętą siatkę nakleja się mocną taśmę klejącą (zgodną z normą).
- Po chwili taśmę odrywa się szybkim, energicznym ruchem.
- Oceniasz, ile kwadracików farby zostało oderwanych z taśmą.
Wynik podaje się w skali od 0 (idealnie) do 5 (katastrofa):
- Stopień 0: Krawędzie nacięć są idealnie gładkie. Wynik doskonały.
- Stopień 1: Drobne odpryski na skrzyżowaniach nacięć. Oderwane mniej niż 5% powierzchni. Wynik bardzo dobry (często akceptowalny).
- Stopień 2-5: Farba odchodzi w coraz większych płatach. Wynik 5 oznacza, że ponad 65% powłoki odpadło. Wynik nieakceptowalny.
Jak podaje np. Karta Techniczna dla Tikkurila Temacoat GPL-S Primer, przyczepność tej farby na ocynku sprawdzona tą metodą powinna dać wynik co najmniej "2-gi stopień siatki nacięć".
Rekomendacja PowerCoat: Dobry system to łatwy odbiór
Problemy przy odbiorze (zła przyczepność, wady) prawie zawsze wynikają ze złego doboru systemu lub błędów aplikacji. Stosowanie kompletnych, certyfikowanych systemów od jednego producenta (grunt + nawierzchnia) minimalizuje to ryzyko.
- Mastyka Epoksydowa (Wysoka Przyczepność): Tikkurila Temabond ST 200
- Nawierzchnia (Estetyka i Trwałość): Tikkurila Temadur 90 (Wysoki Połysk)
Chcesz mieć pewność, że Twój projekt zostanie odebrany bez problemów?
Skontaktuj się z nami. Pomożemy Ci stworzyć pełną specyfikację malarską (technologię), która gwarantuje zgodność z normami i ułatwia końcową kontrolę jakości.