


Przygotowanie powierzchni do malowania. Kompletny przewodnik (ISO 8501)
W branży antykorozyjnej krąży powiedzenie: "90% sukcesu lub porażki systemu malarskiego zależy od przygotowania podłoża". To absolutna prawda. Możesz kupić najdroższą farbę epoksydową Tikkurila, ale jeśli nałożysz ją na tłustą, wilgotną lub skorodowaną stal, cały system zawiedzie w ciągu kilku miesięcy.
Profesjonalne przygotowanie podłoża to proces opisany w międzynarodowych normach, głównie PN-EN ISO 8501. Jako Twój partner techniczny, PowerCoat, przygotowaliśmy kompletny przewodnik po tym najważniejszym etapie prac.
Krok 1: Wstępna ocena i mycie
Zanim w ogóle uruchomisz piaskarkę czy szlifierkę, musisz usunąć zanieczyszczenia, które mogłyby zostać wtarte w stal podczas obróbki mechanicznej.
- Tłuszcze i oleje: Muszą być usunięte za pomocą mycia wodą z detergentem lub rozpuszczalnikami.
- Zanieczyszczenia jonowe (Sole): To niewidzialny wróg. Sole (chlorki, siarczany) pozostawione na stali i zamknięte pod powłoką są główną przyczyną pęcherzy osmotycznych. W środowiskach C4 i C5 mycie wodą pod wysokim ciśnieniem jest często wymagane.
Krok 2: Określenie stanu wyjściowego (Stopnie skorodowania A, B, C, D)
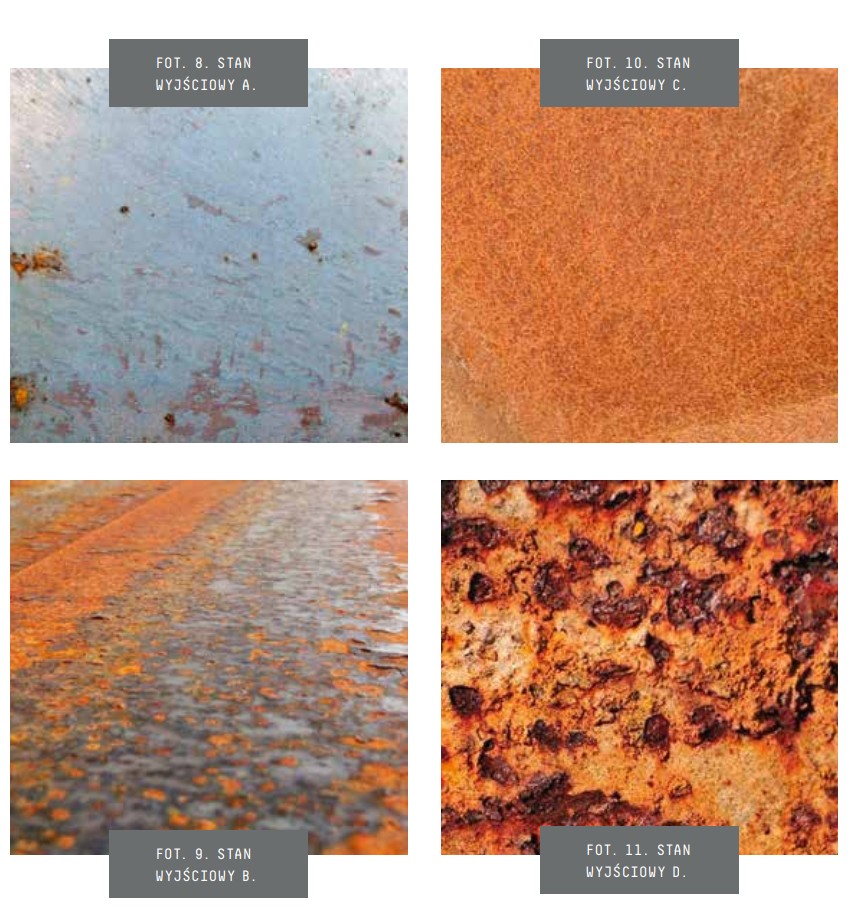
Norma ISO 8501-1 najpierw klasyfikuje, jak bardzo stal jest już skorodowana, zanim zaczniesz ją czyścić. Od tego zależy, ile pracy trzeba będzie włożyć w jej oczyszczenie.
| Stopień | Opis wg ISO 8501-1 |
|---|---|
| A | Stal pokryta w całości zgorzeliną walcowniczą (zendrą), bez rdzy. |
| B | Stal zaczyna rdzewieć, a zgorzelina zaczyna się łuszczyć. |
| C | Stal, z której zgorzelina odpadła lub da się ją zeskrobać; widoczne lekkie wżery korozyjne. |
| D | Stal, z której zgorzelina odpadła; widoczne liczne i głębokie wżery korozyjne. |
Stal w stanie D będzie wymagała znacznie więcej materiału ściernego i czasu, aby doprowadzić ją do stopnia Sa 2 ½, niż stal w stanie B.
Krok 3: Wybór metody i stopnia przygotowania
To jest kluczowa decyzja. Norma definiuje dwie główne ścieżki: obróbkę strumieniowo-ścierną (symbol **Sa**) lub czyszczenie ręczne/mechaniczne (symbol **St**).
Metody strumieniowo-ścierne (Piaskowanie / Śrutowanie)
Metoda preferowana, ponieważ nie tylko czyści stal, ale także nadaje jej profil chropowatości, kluczowy dla przyczepności mechanicznej farb.
- Sa 1 (Zgrubna): Usunięcie luźnej rdzy i zgorzeliny. Nie jest to stopień akceptowalny dla systemów antykorozyjnych.
- Sa 2 (Gruntowna): Usunięte ok. 80% zanieczyszczeń. Farba mocno przylegająca może zostać.
- Sa 2 ½ (Bardzo dokładna): Standard przemysłowy (SSPC-SP 10). Usunięte min. 95% zanieczyszczeń. Dopuszczalne tylko lekkie smugi. To wymagane minimum dla gruntów wysokocynkowych i systemów o wysokiej trwałości (H, VH).
- Sa 3 (Do stali wzrokowo czystej): 100% czystości. Drogi standard, wymagany w skrajnych przypadkach (np. metalizacja).
Metody ręczne i narzędziami z napędem mechanicznym
Stosowane, gdy piaskowanie jest niemożliwe (np. prace renowacyjne na miejscu, ryzyko zapylenia).
- St 2 (Gruntowne): Czyszczenie ręczne (skrobaki, szczotki) do usunięcia luźnej rdzy i farby.
- St 3 (Bardzo dokładne): Czyszczenie narzędziami mechanicznymi (szlifierki, szczotki obrotowe). Powierzchnia musi mieć wyraźny metaliczny połysk.
Który stopień wybrać? Sa 2 ½ czy St 3?
To najczęstsze pytanie w branży. Wybór zależy od systemu farb, jaki chcesz zastosować.
- Wybierz Sa 2 ½, jeśli: Stosujesz systemy premium o długiej trwałości (H, VH), a zwłaszcza grunty wysokocynkowe (np. Tikkurila Temazinc), które wymagają idealnej czystości i chropowatości.
- Wybierz St 3, jeśli: Nie możesz piaskować I musisz zastosować farbę tolerującą gorsze przygotowanie podłoża, czyli mastykę epoksydową (np. Tikkurila Temabond ST 200).
Przeczytaj nasz szczegółowy artykuł na ten temat: Sa 2 ½ vs St 3 – Jakie przygotowanie podłoża wybrać?
Krok 4: Kontrola po czyszczeniu (Niewidzialni wrogowie)
Stal, która "wygląda" na czystą, może nadal nie nadawać się do malowania. Profesjonalny inspektor musi sprawdzić trzy parametry:
1. Chropowatość (Profil)
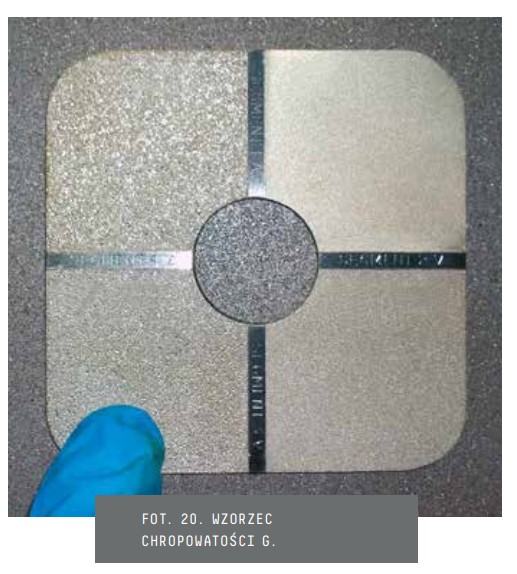
Po obróbce Sa 2 ½ stal nie jest gładka, lecz ma profil "szczytów i dolin". Ta szorstkość (mierzona w mikronach, µm) jest niezbędna do zakotwiczenia farby. Musi być odpowiednia – ani za niska, ani za wysoka. Mierzy się ją komparatorem chropowatości (ISO 8503-2) lub miernikiem stykowym.
2. Zapylenie
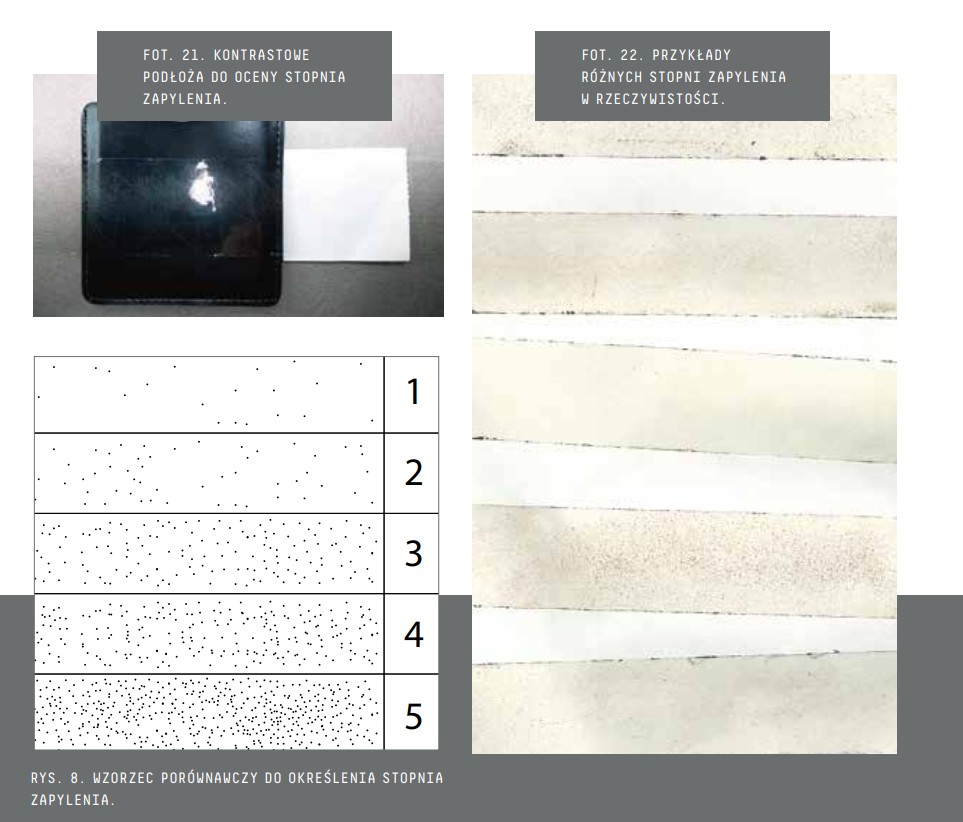
Po piaskowaniu na powierzchni zawsze pozostaje drobny pył. Jeśli nie zostanie usunięty (przez odmuchanie czystym powietrzem lub odkurzenie), farba przyklei się do pyłu, a nie do stali. Stopień zapylenia sprawdza się przezroczystą taśmą (ISO 8502-3).
3. Czystość jonowa (Sole)
Nawet po piaskowaniu na dnie wżerów mogą pozostać sole (chlorki). Sprawdza się to tzw. metodą Bresle'a (ISO 8502-6), pobierając próbkę wody z powierzchni i mierząc jej przewodnictwo (konduktometrem).
Nie zapomnij o powierzchniach ocynkowanych!
Powyższe zasady (Sa/St) dotyczą głównie stali węglowej. Zupełnie inne zasady obowiązują przy malowaniu stali ocynkowanej ogniowo, która jest pasywna i gładka.
Zobacz nasz kompletny przewodnik na ten temat: Jak malować ocynk ogniowy? (Problem: biała rdza i brak przyczepności)
Przygotowanie podłoża to najbardziej złożony etap projektu.
Potrzebujesz pomocy w doborze systemu do specyfiki Twojej konstrukcji i metody przygotowania? Skontaktuj się z nami.